





锯床钢筋锯床厂家工艺先进产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:天津西青锯床钢筋锯床厂家工艺先进的图文介绍
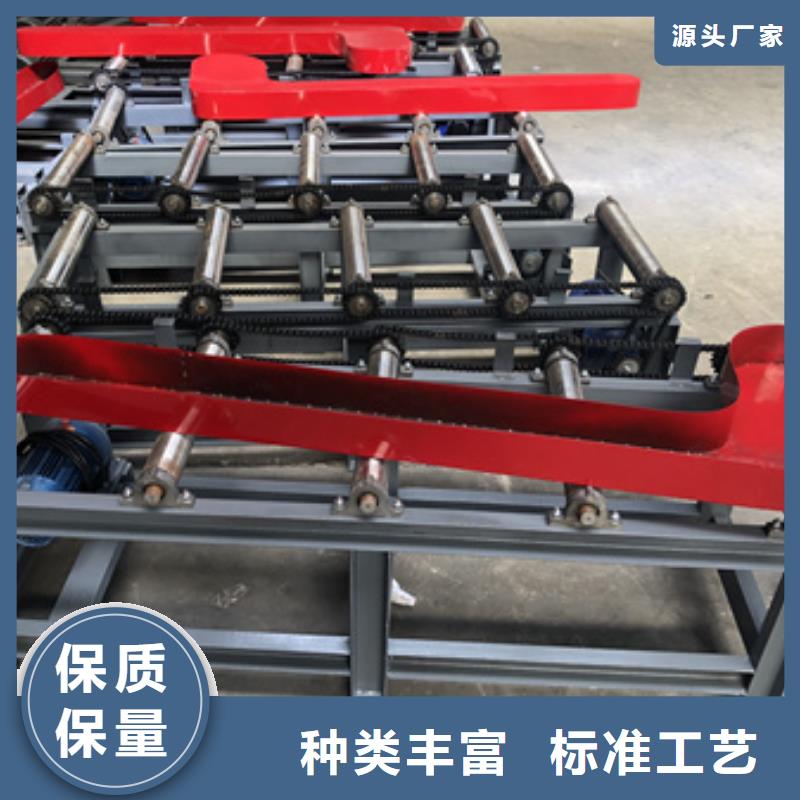
钢筋弯曲中心,选好的好选择,质量保证,价格优惠,厂家直销,诚信至上,建贸机械设备(天津市西青区分公司)期待您的光临,欢迎来电详谈,量大从优。


锯带压力及进给速率:锯带的压力及进给速率由材料的种类、材料的宽度所决定。
1、较硬的材料和较大宽度的材料要用较大的压力和进给速率;
2、较软的材料和较小的宽度要用较小的压力和进给速率
四、轮廓锯切:请根据您所需要锯切材料,选择***的锯条种类;再根据您所需要锯切材料的小弧度(半径),选择锯条的宽度。弧度(半径)越小,锯条的宽度越窄。
锯条张力:在用一根新的锯条锯切之前,应首先检查其张力。如有必要,在少量锯切后进行拉紧。Cybote双金属带锯条的预拉紧应力为250—300N/mm2。
带锯床导向:锯切精度取决于带锯条导向装置的设置:装置越靠近材料,锯切精度越高。
冷却与润滑:大多数的金属锯切过程中,冷却与润滑是不可缺少的。对于铸铁、黄铜、以及一些非金属材料,如塑料和石墨等,在加工时可以或不必进行润滑。
1、较硬的材料和较大宽度的材料要用较大的压力和进给速率;
2、较软的材料和较小的宽度要用较小的压力和进给速率
四、轮廓锯切:请根据您所需要锯切材料,选择***的锯条种类;再根据您所需要锯切材料的小弧度(半径),选择锯条的宽度。弧度(半径)越小,锯条的宽度越窄。
锯条张力:在用一根新的锯条锯切之前,应首先检查其张力。如有必要,在少量锯切后进行拉紧。Cybote双金属带锯条的预拉紧应力为250—300N/mm2。
带锯床导向:锯切精度取决于带锯条导向装置的设置:装置越靠近材料,锯切精度越高。
冷却与润滑:大多数的金属锯切过程中,冷却与润滑是不可缺少的。对于铸铁、黄铜、以及一些非金属材料,如塑料和石墨等,在加工时可以或不必进行润滑。



另外油温升高后油液粘度下降,对密封的要求更加严格,有可能存在内泄。解决方法:。带锯床加装冷却装置,在使用过程中将液压油油温保持在相对较低的温度;。更换高一级粘度的液压油,如#改为#;。查找有无内泄现象;。更换油质较好的液压油。
带锯床油一热液压柱升不起来的原因分析
影响金属带锯床锯条价格的因素
带锯床通过液压油缸夹紧、利用光栅尺长度测量装置或步进(伺服)电机驱动丝杆、齿轮齿条的送料方式,可以自动测量送料长度和计算送料次数,当达到设定的锯切次数时,锯床自动停机。自动送料方式适合大批量生产,具有速度快,锯切长度稳定,一人可操作多台锯床等优点。大大减少人员操作,提高生产效率。
送料装置在带锯床中的实际应用表明,选择合理的交流伺服系统能够满足控制系统响应速度快、速度精度高、鲁棒性强的要求,实际应用位置控制精度 在±0.1mm左右且可避免累积误差。由于带锯床锯条位置是固定的,而锯切的位置是不同的,因此必须将工件送到锯切位置处,一般锯床的送料方式有三种:



不论锯齿合适与否,随意进行切削,这就防止不了形成崩齿拉齿景象。2.齿距挑选失误,大锯齿锯切小截面的资料,也会有拉齿呈现。3.锯切槽钢、圆管、方管和别的异型资料时假如进给量把握不妥是简单呈现崩拉齿的,应特别留意。1.初始进刀把握失控,锯带没有缓慢平稳的接触工件,锯带迅速降低冲击切削,形成齿尖刹那间超负载崩齿。2.操作时因为马虎行事,致使工件未或的工件并不可靠,锯切时工件发作松动或振荡状,锯齿在不确定的外力作用下打齿。3.装置锯带不到位,锯带背部磨爬锯轮的止口边缘,使锯带异常作业。4.新锯带不进行正常磨合就高速切削,且进给量过大,形成崩拉齿,这种景象在操作中是对比遍及的疑问,应当倍加留意。5.锯切结束锯架抬升时。



频率50Hz
机床(抬起)外形尺寸(长*宽*高)2660*2385*2370mm
机床净重2200kg
箱体尺寸长*宽*高)2940*2580*2000mm
毛重3200kg
性能闪光点:1.自动控制系统设定锯切全过程的自动程序,亦可选用手动操作。2.设备操作状态,参数设定,操作指示,操作极为简单且效率高。
1.底座
是采用了箱形结构,钢板焊接而成的。在底座中,含有电气按钮控制箱、电气配电板箱、液压油箱、液压泵站以及液压管路等。
2.床身
是采用了铸铁件,一般是固定在底座上,则中间是夹料虎钳和手动送料机构,此外还有工作台等。
3.锯梁和传动机构
是由厚钢板切割而成的,因此具有很好的刚性,其中含有蜗轮箱、被动轮以及锯条张紧装置等,且锯条的运转速度,一共分为三档。
机床(抬起)外形尺寸(长*宽*高)2660*2385*2370mm
机床净重2200kg
箱体尺寸长*宽*高)2940*2580*2000mm
毛重3200kg
性能闪光点:1.自动控制系统设定锯切全过程的自动程序,亦可选用手动操作。2.设备操作状态,参数设定,操作指示,操作极为简单且效率高。
1.底座
是采用了箱形结构,钢板焊接而成的。在底座中,含有电气按钮控制箱、电气配电板箱、液压油箱、液压泵站以及液压管路等。
2.床身
是采用了铸铁件,一般是固定在底座上,则中间是夹料虎钳和手动送料机构,此外还有工作台等。
3.锯梁和传动机构
是由厚钢板切割而成的,因此具有很好的刚性,其中含有蜗轮箱、被动轮以及锯条张紧装置等,且锯条的运转速度,一共分为三档。
